 Block B20 vor Montage Sieht gut aus. Da haben wir auch schon einiges für getan…
Block B20 vor Montage Sieht gut aus. Da haben wir auch schon einiges für getan…- Nach Zerlegung des Motors werden die Stopfen des Hauptölkanals geöffnet,
die Gewinde für die Zylinderkopfschrauben gereinigt und nachgeschnitten, und die Froststopfen entfernt. - Auf dem Bohrwerk werden die Zylinder unter Verwendung einer Streßplatte auf das nächst größere Kolbenmaß aufgebohrt und anschließend feingehont.
- Mit dem Rautiefenmeßgerät wird die Rautiefe der Zylinderwand geprüft. Diesen Meßvorgang führen wir stichprobenartig durch. Veränderungen und Verschleiß an den Honsteinen könnte zu inakzeptabler Rautiefe führen
- Die Dichtfläche zum Zylinderkopf wird plangefräst.
- Flucht und Maßhaltigkeit der Hauptlagerbohrungen werden überprüft bzw. instand gesetzt.
- Die Nockenwellenlager werden erneuert.
- Nach Abschluß aller maschinellen Bearbeitungsschritte wird der Motorblock entrostet, für mehrere Stunden in einem speziellen Tauchbad gereinigt und abschließend in 2 Schichten lackiert, wodurch wir einen dauerhaften Rostschutz erreichen.
- Die Hauptlager werden eingelegt und mit dem Präzisionsinnentaster vermessen.
- Präzise Bearbeitung und genaue Meßprozeduren erlauben uns, Lauf- und Lagerspiele am unteren Toleranzbereich zu halten, ohne Angst vor „Klemmern“.

Paßt auf den 1/100 Millimeter. Kontrolle der Zylinderbohrung auf Maß und Rundheit.
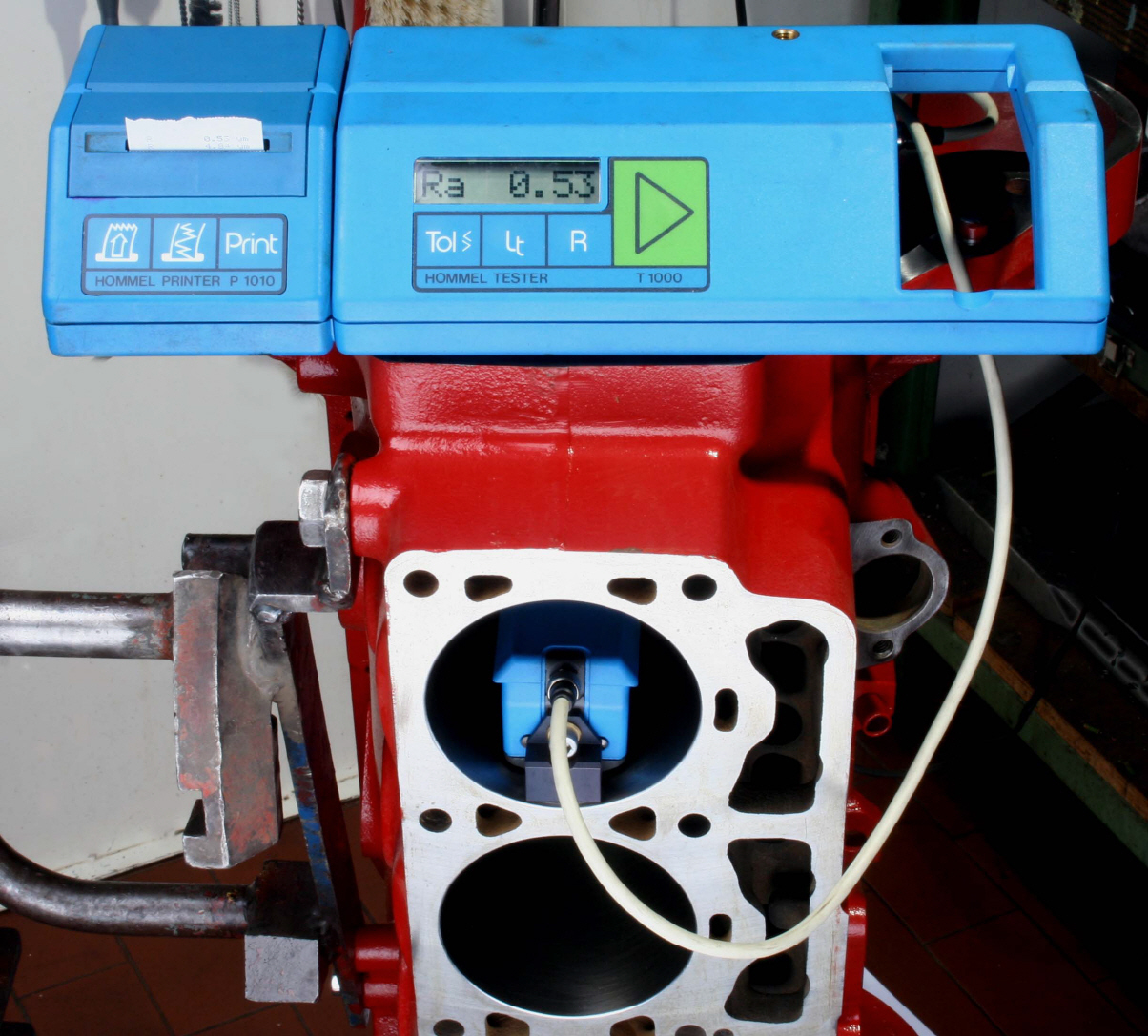
Im optimalen Bereich: Mittenrauwert RA 0,53µm. Maßgeblich für Einlaufverhalten und Ölverbrauch.
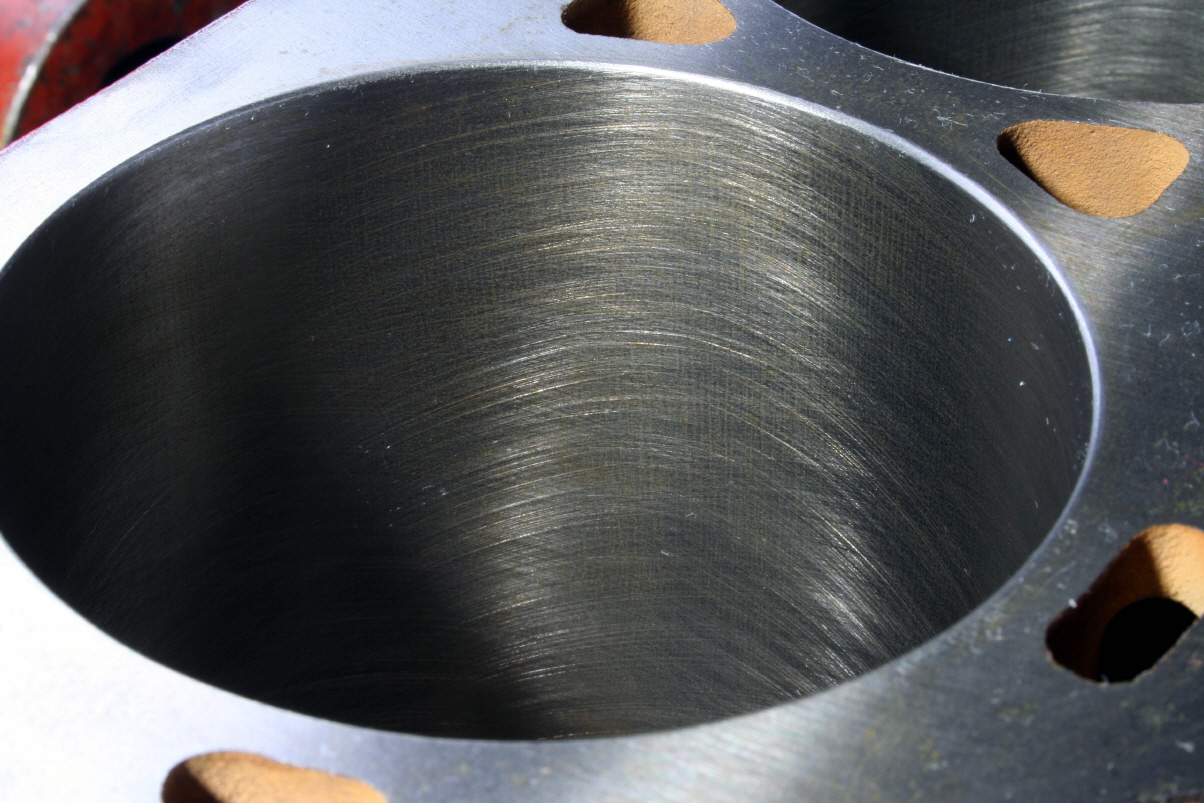
Das Honbild: Rauhigkeit und Honwinkel perfekt